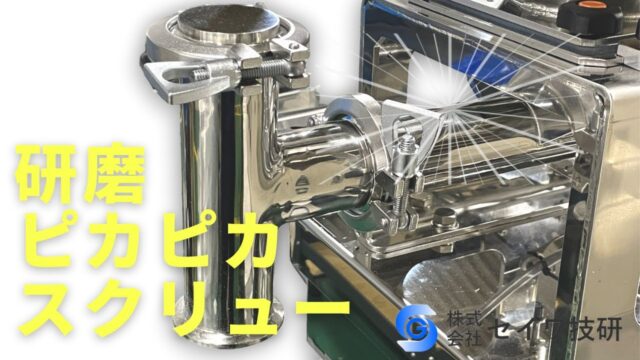
ステンレスの表面仕上げ:バフ研磨と電解研磨の違い
弊社製品では、接粉部や接液部にステンレス(SUS304/SUS316L)を使用しています。サニタリー性を重視する業界、原料などに合わせて、接粉粒部をバフ研磨や電解研磨で仕上げることが可能です。表面仕上げは見た目の美しさもありますが、近年は特に機能面を重視されています。以前のように外装部までピカピカに磨くというイメージではなく、接粉する部位の機能性を高めるという意味で、バフ研磨や電解研磨が選択されています。
バフ研磨
バフ研磨は、機械的な方法を用いてステンレス表面を磨く方法です。以下はその主な特徴と施工方法です。
特徴:
- 手作業または機械作業: バフ研磨は、研磨剤を付けて手作業または専用の研磨機を使用して行われます。
- 磨き具合の調節が可能: 研磨剤やバフの種類(番手)を変えることで、仕上げの質感や光沢を調節できます。
- 時間と労力が必要: 大きな表面積や複雑な形状の部品では、時間と手間がかかる作業となります。
施工方法:
- 表面の清掃: ステンレスの表面を汚れや油脂から清掃し、研磨の準備をします。
- 研磨剤の選択: 使用する研磨剤の粒度や種類を選択し、表面に均一に塗布します。
- バフ研磨: 研磨機や手作業で、研磨剤を使ってステンレスの表面を磨きます。
- 仕上げ: 磨き終わった後、残留する研磨剤を除去し、必要に応じて表面をクリーニングして仕上げます。
電解研磨
電解研磨は、電気化学的な方法を用いてステンレス表面を磨く方法です。以下はその主な特徴と施工方法です。
特徴:
- 化学的反応を利用: 電解研磨では、電解液を使用してステンレス表面に化学的反応を引き起こし、表面を磨きます。
- 均一な仕上げ: 電解研磨は、均一な仕上げが得られるため、弊社では特に医薬向け機器の接粉部の場合に本処理を選択しています。
- 省力化: 手作業に比べて省力化され、一定の品質が保たれます。
施工方法:
- 電解液の調製: 適切な電解液を調製し、研磨に適した条件を設定します。
- 部品の準備: ステンレス部品を電解液に浸し、電気的に接続します。
- 電解研磨プロセス: 電流を流すことで、電解液がステンレス表面で化学反応を引き起こし、表面を磨きます。
- 仕上げ: 研磨が完了した後、部品を水で洗浄し、仕上げ作業を行います。
まとめ
バフ研磨と電解研磨は、それぞれ異なる方法でステンレスの表面仕上げを行います。一般的には磨き処理というとバフ研磨のイメージをもたれると思います。表面はピカピカの鏡面に見えますが、実際の磨き面を拡大してみると、表面が凸凹形状になっており、その凹部分のヘコミにバフ粉が残留しています。これをきれいに除去するために電解研磨を選択し処理します。凸凹面がきれいに平面状になり残留物もなくなります。弊社では主に、医薬向け機器の接粉部への処理として選択しています。